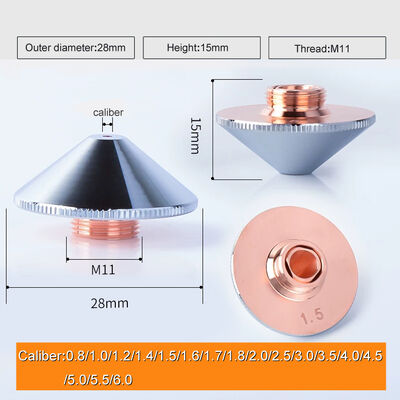
Plazma kesme makinesi, HSD130 kesme makinesi, kalkan başlığı 220532.
Shanghai ZhouBo kaynak ve kesim teknolojisi şirketi, plazma kesicisi tüketici malzemelerinin profesyonel bir üreticisidir. Şirketimiz, Çin'in Şangay şehrinde yer almaktadır, 2007 yılında kurulmuştur,Ama bu alanda 10 yıllık üretim tecrübemiz vardı., yeni fabrika 10000 metrekarelik bir alanı kapsamaktadır. 50-100 işçi ve 20 araştırma mühendisi vardır.
Sıkça sorulan sorular:
S1: Kaliteyi kontrol etmek için ücretsiz örnek alabilir miyim?
A: Elbette, ücretsiz örnekleri sağlayabiliriz ama ekspres maliyeti kendiniz ödemelisiniz.
S2: Taşıyıcı ücretini ödeyebilir miyim?
Cevap: Evet, hızlı ödeme yapabilirsiniz ya da hesabınız iyi.
S3: Ürünlerime ticari markasımı ekleyebilir miyim?
A: Evet, yetki belgenize ihtiyacımız var.

| Makine |
HEC NO. |
- Hayır. |
Açıklama |
|
HSD 130
|
H03528 |
220528 |
Elektrot, ((Hava) 45/ ((Oksijen) 50Amp |
| H02487 |
220487 |
Elektrot, (Hava) 130/ (Oksijen) 130Amp |
| H03415 |
220415 |
Elektrot, 130Amp (N2,H35) |
| H73529 |
220529 |
Swirl Ring, 45/50 amp oksijen. |
| H72488 |
220488 |
Swirl Ring, (Hava) 130/ (Oksijen) 130Amp |
| H13525 |
220525 |
Düzlük, 45Amp (Hava) |
| H13530 |
220530 |
Düzlük,50Amp (Oksijen) |
| H13492 |
220492 |
Düzlük, 130Amp (Hava) |
| H13489 |
220489 |
Düzlük, 130Amp (Oksijen) |
| H13535 |
220535 |
Düzlük, 130Amp (N2,H35) |
| H33578 |
220578 |
45/50/130Amp (Hava, Oksijen) |
| H33534 |
220534 |
45/130Amp (N2 ve F5,H35) tutma limiti |
| H23532 |
220532 |
Kalkan, (Hava) 45/ (Oksijen) 50Amp |
| H22536 |
220536 |
Kalkan, 130Amp (hava) |
| H22491 |
220491 |
Kalkan, 130Amp (Oksijen) |
| H03415 |
220415 |
Elektrot, 130Amp (N2,H35) |
| H03535 |
220535 |
Düzlük, 130Amp (N2,H35) |
| H33534 |
220534 |
45/130Amp (N2 ve F5,H35) tutma limiti |
Teknik Destek:
A
Plasma kesme makinesine dikkat edilmesi gereken konular
CNC plazma kesme makinesinin kesme parametrelerinin seçimi kesme kalitesi, kesme hızı ve verimliliği için çok önemlidir.Yüksek kaliteli hızlı kesim için CNC plazma makinesinin doğru kullanımı, kesim süreci parametreleri derinlemesine anlaşılan ve ustalaşmalıdır.
1, kesme akımı: kesme sürecinin en önemli parametreleridir, kesme kalınlığını ve hızını, yani kesme kabiliyetini doğrudan belirler.yay enerjisinde bir artış, kesme yeteneği, kesme hızı arttırılır; 2, kesme akımı arttırılır, yay yayının çapı değişken kaba kesme genişliği yapar; 3,Şu anki büyükelçi kesmek nozzle ısı yükünü artırır, nozel erken hasar, kesme kalitesi doğal düşüş, normal kesimi bile yapamaz.Bu yüzden kesme akımı ve ilgili nozzle kesmeden önce malzemenin kalınlığına göre seçilmelidir.
2, kesme hızı: malzemenin kalınlığı, farklı malzemeler, yüksek erime noktasını belirlemek için seçilen veya test edilen ekipmanlara göre en iyi kesme hızı aralığı,Termal iletkenlik ve erime yüzey gerginliği ve diğer faktörler, kesim hızı da karşılıklı bir değişimdir. ana performans: 1, kesim kalitesini artırmak için kesim hızı iyileştirilebilir, yani hafif dar kesik,Kesik yüzeyi daha pürüzsüz, ve deformasyonu azaltabilir. 2, kesme hızı kesme hattı enerjisinin gerekli değerden daha düşük olması için çok hızlı,Jet kesme dikiş hızla erimiş kesme erimiş hemen patladı ve daha büyük sürüklenme oluşumu3, kesim hızı çok düşük olduğunda, çünkü kesim plazma yay anodu,yayın istikrarını korumak için, anod noktası veya anod bölgesi, aynı zamanda bir radyal jete daha fazla ısı geçecek, böylece kesik genişletildi, aynı zamanda, iletken akım yeri yakın bulunan son yay kesme dikiş, olmalıdır,Alt flensde erimiş malzemenin çentiğinin her iki tarafında toplanma ve pıhtılaşma, şekil, aşırı ısınma ve erime ve file oluşumu nedeniyle sıvı asılı temizlemek kolay değildir, ve kesim çok geniş olduğu için çok düşük hızı,Yay bile çıkaracak.İyi kesim kalitesi ve kesim hızı ayırt edilemez.

 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!