Kjellberg Tam Gümüş Elektrot Kjellberg Aksesuarları Için 11.844.921.300 T012Y Katot Kjellberg plazma kesme makinası: HiFocus80i, HiFocus100i, HiFocus130i, HiFocus160i, HiFocus280i, HiFocus360i, HiFocus440i ve benzeri
Kjellberg makinesi: PA-S20W, PA-S25W, PA-S40W, PA-S45W, PA-S70W, PA-S75, PB-S45W, PB-S47, PB-S75, PB-S76, PB-S77, PB-S80 , İnce Odak450, İnce Odak800, İnce Odak900 vb.
Elektrot: M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G071, G052, G042 vb.
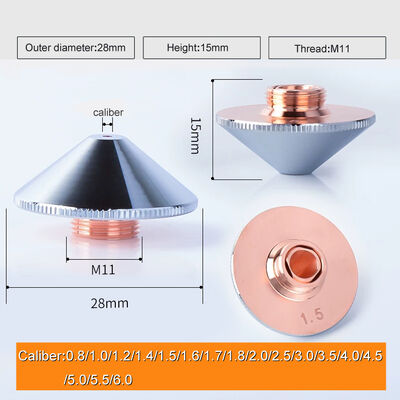
Nozul: M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2008, R2009, R2010, R2011, R2012, S2006X, S2007X, S2008X, S2014X, S2010X, S2011X, S208X, S2014X, S2010X, S2011X S012X, S2112X, S2114X, S2116X, T2115, T2120, T2125, T2127, T2130, T2523, T2525, T2427, T2429, G20010Y, G2207Y, G2008Y, G2009 G2514Y, G2516Y, G2518Y, G2725Y, G2727Y, G2729Y.
Shanghai ZhouBo Kaynak ve Kesme Teknolojisi şirketi , hiptertherm, Kjellberg, Esab, Koike, Komatsu, Thermadyne gibi tüm plazma sarf malzemelerini sunabilir: elektrot, meme, kalkan, girdap halkası, iç kapak, tutma kapağı, su borusu, torç gövdesi ve yakında.
| makine | HEC NO. | Thum NO. | Ref NO. | Açıklama |
FineFocus 800
FineFocus 900
| K631730 | V4330 | 11.833.101.1550 | Girdap Gaz Kapağı 3.0 |
| K631735 | V4335 | 11.833.101.155 | Girdap Gaz Kapağı 3.5 |
| K631740 | V4340 | 11.833.101.156 | Girdap Gaz Başlığı 4.0 |
| K631745 | V4345 | 11.833.101.157 | Girdaplı Gaz Başlığı 4.5 |
| K631750 | V4350 | 11.833.101.158 | Gaz Kapağı 5.0 Girdap |
| K631760 | V4360 | 11.833.101.159 | Girdap Gaz Başlığı 6.0 |
| K631860 | V4560 | 11.833.111.159 | Girdap Gaz Başlığı 6.0 |
| K42192 | T502 | 11.841.721.081 | Koruyucu Kapak Kesimi 370.2 |
| K42202 | T522 | 11.836.921.271 | Girdap Gazı Memesi PerCut 370.2® |
| K42201 | T521 | 11.836.901.271 | Girdap Gazı Memesi PB-S77® / PB-S80® |
| K521230 | T3030 | 11.836.901.163 | Meme Başlığı (12x1,5 30 ° cw) |
| K521245 | T3045 | 11.836.901.164 | Meme Başlığı (12x1,5 45 ° cw) |
| K521345 | T3145 | 11.836.901.1641 | Meme Başlığı (12x1,5 45 ° ccw) |
| K521260 | T3060 | 11.836.901.165 | Meme Başlığı (12x1,560 ° cw) |
| K521360 | T3160 | 11.836.901.1651 | Meme Başlığı (12x1,5 60 ° ccw) |
| K12715 | T2115Y | 11.846.921.415 | Meme O2 120A |
| K12720 | T2120Y | 11.846.921.420 | Enjektör O2 200A |
| K12725 | T2125Y | 11.846.921.425 | Meme O2 250A |
| K12727 | T2127Y | 11.846.921.427 | Enjektör O2 300A |
| K12730 | T2130Y | 11.846.921.430 | Meme O2 360A |
| k11025 | T2525 | .11.836.911.625 | Meme T2525 ArH2 280A 2.5mm |
| k11027 | T2527 | .11.836.911.627. | Meme T2527 ArH2 360A 2.7mm |
| k1927 | T2427 | .11.846.911.627 | Meme T2427 ArH2 360A 2,7mm |
| k1929 | T2429 | .11.846.911.629 | Meme T2429 ArH2 440A 2,9mm |
| K7244 | T104 | 11.836.921.1542 | Swirl Ring (3x0,4 cw) |
| K7241 | T101 | 11.836.921.153 | Swirl Ring (6x0,8 cw) |
| K7251 | T111 | 11.836.921.1531 | Swirl Ring (6x0,8 ccw) |
| K7242 | T102 | 11.836.921.154 | Swirl Ring (3x0,8cw) |
| K7252 | T112 | 11.836.921.1541 | Swirl Ring (3x0,6 ccw) |
| K0212 | T012Y | 11.844.921.300-AG | Gümüş Elektrot |
| K0102 | S002Y | 11.843.021.320-AG | Katot, Ag |
| K0112 | S012X | 11.843.121.310-AG | Katot, Ag |
| K0122 | S042 | 11.842.411.510 | Katot, HiFinox® (i) |
| K0132 | S052 | 11.842.511.510 | Katot, FineFocus® (i) |
| K0221 | T051 | | |
| K92211 | T901 | 11.844.901.152 | Soğutma tüpü |
| K93221 | V951 | 11.828.911.230 | Soğutma tüpü |
Teknik Destek:
Çelik ve malzemelerin ciddi şekilde israf edilmesine yol açan ana faktörler
1. Sayısal kontrol sistemi kararlı değil: kullanıcı CNC kesme makinesi CNC sistemi seçiminin alımında, sivil bilgisayar yüksek konfigürasyonunu, Windows sistemi seçimini, yüksek frekanslı CPU ve sabit diski seçerek, kullanılan sayısal kontrol sisteminin kararlılığını göz ardı ederek kör bir şekilde takip ediyor endüstride. Yüksek frekanslı CPU ve sabit disk gücü nedeniyle, özellikle yaz aylarında yüksek kalorifik değeri olan CNC sistemi içten aşırı ısınma, CNC sistemi ve kesme makinesinin çalışmamasına neden olur, endüstriyel fanı soğutmak için sayısal kontrol sistemini kullanmak zorundadır. Ek olarak, yüksek frekanslı CPU bir fan ile donatılmalıdır ve fanın aşınması ve yırtılması kolaydır, kullanım ömrü sınırlıdır, CPU ve ana kartın zarar görmesine neden olur, parçada sabit disk titreşim hasarı ve bulaşıcı virüs kararsızlığa neden olur NC sistemi, üretim durgunluğunu azaltıyor.
. yerleştirme yazılımı kullanılmadan: CNC kesme makinesinin satın alınmasında yerleştirme optimizasyon yazılımı satın alınmadı, yalnızca CAD yazılımı ve NC dönüştürme yazılımı kullanımı, çizim ve NC kesme dosyası kullanımı veya parçalar kütüphanesinde NC sistemi olarak adlandırılan DXF veya NC dosya manuel işlem iç içe geçme, yerel kesim, CNC kesim makinesini boşta durumda bekleyen bir programlama iç içe yerleştirme işleminde NC sistemi, sayısal çelik kesim makinesi üretim verimliliğini de büyük ölçüde azaltır; Çok sayıda fazla malzeme veya fazla çelik üretti, çelik ciddi atıklara yol açıyor.
3. Otomatik kesme elde edilemez: Otomatik kesme işlemi ve kesme parametresi veritabanına sahip olmayan CNC sistemi, kesim işçileri, yalnızca delme, kesme hızı ve köşe hızlanma ve yavaşlamayı elle ayarlayarak ve kontrol ederek, yalnızca deneyim sayesinde ve gözlerle gözlemleyebilir, otomatik perforasyon ve otomatik kesim yapamamaktadır, CNC kesim makinelerinin üretim verimliliğini etkin bir rol oynayamamaktadır.
4. Tek kesme ısısı ve kesme deformasyonu: her bir parça, yalnızca sıcak kesme deformasyonu ve alev ön ısıtmalı perforasyon süresine eğilimli değil, kenar kesme, kesme kenarı, sürekli kesme köprüleme, kesim yolu kullanılmadan önceden ısıtılmış perforasyon ve kesimdir. tüketen sarf malzemeleri, düşük kesme verimi, ağız atığını ciddi şekilde kesebilir.
5. Kesme kalitesi sorunu: kesme noktası yanık izleri, parça köşesi yanması, kesme yüzeyinin aşırı eğim göstermesi, dairesel parçaların daire deformasyonu kesilmesi veya kapatılmaması gibi kurşun parçalar, büyük boyutlu iş parçalarının kesilmesi gibi ciddi hatalar meydana gelebilir ağır kesim kalitesi sorununun kapatılması.

 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!