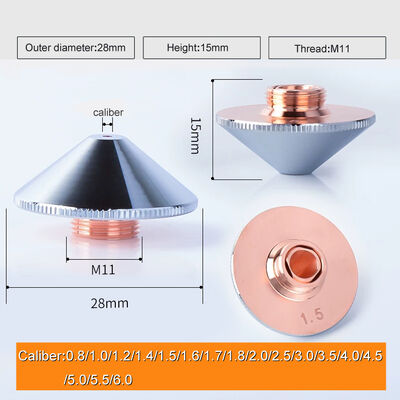
Kjellberg PA-S70W Plazma Makinesi Nozulu. 12,40850 L2, Kjellberg Plazma Torch Sarf Malzemeleri Modern yönetim modunu benimseyen firmamız, sürekli yeni teknik avantajlar ile yeni yüksek performanslı tasarım ve kaynak ve kesim ekipmanı üretimine kendini adamıştır. Tüm çalışanlarımız, "Çin Markasını Yarat, Birinci Sınıf Şirket Kur" hedefini gerçekleştirmeye çalışmaktadır "Dürüst ve pragmatik olmak, öncü çaba sarfetmek ve sebatla mükemmellik aramak" ruhu ile.
Şirket taahhüdü: Müşterilerin ne düşündüğünü düşünmek, müşterilerin endişelendiğini düşünmek, zamanında teslimat ve yüksek takip hizmeti.
| makine | HEC NO. | Thum NO. | Ref NO. | Açıklama |
| 1 | K720310 | R012 | 11.842.721.310 | O2 XL R012 (3D) |
| 2 | K710414 | r2114 | 11.842.721.414 | 1.4 R2114 |
| 3 | K730162 | R3008 | 11.842.601.162 | 0,8 R3008 (3B) |
| 4 | K710780 | A1 | .12.37780 | , A1,120A |
| 5 | K710620 | A3 | .11.828.511.620 | , A3,180A |
| 6 | K710910 | A2 | .12.40910 | , A2,250A |
| 7 | K720550 | K5 | .11.828.911.550 | , K5 |
| 8 | K10L1 | L1 | .12.43050 | |
| 9 | K10L2 | L2 | .12.40850 | |
| 10 | K10L3 | L3 | .11.828.501.414 | |
| 11 | K00K2 | K2 | .12.4087 | |
| 12 | K00K3 | K3-XL | .11.833.121.300-AG | |
| 13 | K730790 | V3000 | .12.37790 | |
| 14 | K750230 | V951 | .11.828.911.230 | V951 |
| 15 | | | .10.505.908 | O-ring 18.2 X 1.9 VMQ ISO 1629 70SHSW |
| 16 | | | .10.505.923 | O-ring 28 X 2.0 VMQ ISO 1629 70 kıyı |
Teknik Destek:
Plazma kesme sorunu
5.1 yüksek frekans yoklama kılavuzu
Yüksek frekanslı ark ateşleme devresini kontrol edin, önce 110VAC'ı kontrol edin ve G1, G2'yi tahliye kıvılcımlarının olup olmadığını gözlemleyin. Olmazsa, genellikle 110VAC gelmedi veya sabitlenmedi G1, G2 plastik levha nemli, G2'den sonra nemli, G1 tahliye edilemez ve yüksek basınç üretemez. 110VAC'yi eski haline getirmek için ahşap tutkalı bir saç kurutma makinesi ile kurutulur. Eğer hala bir kılavuz yay yoksa, cilt etkisinin yüksek frekansı nedeniyle yüksek frekans arkını kontrol etmelisiniz, yüksek frekans çizgisi ve iletken halkanın memesi iyi değildir veya sızdırmazlık halkası ve soğutma suyunda kısa devre olmaz. Kesme tabancasını açın, yüksek frekans hattını sıkın veya conta halkasını değiştirin, genellikle sorunu çözebilir.
5.2 Kesme arkı yok
Yüksek frekanslı kıvılcım oluşması durumunda, önce 400VDC açık devre voltajı olup olmadığını kontrol edin. Değilse, üç fazlı güç kaynağının fazının olup olmadığını kontrol edin. Yüksek güç silikon kontrollü redresör ve güç kaynağı kutusunda tetik devre kartı. Güç kaynağı normalse, PLC kontrol kutusunu açın, PLC giriş ve çıkış sinyallerini kontrol edin. Giriş soğutma suyu, kesme suyu akış sinyali, azot ve oksijen basıncı sinyalinden oluşur. Soğutma suyu olmadan su akış sinyalinin kesilmesi, soğutma suyu pompası, pompayı kesmeden değiştirilmelidir; azot, oksijen basıncı sinyali azot, oksijen kaynağı için test edilmeli ve boru hattının sızıp sızmadığını kontrol etmelidir. Başlama koşulları karşılandığı gibi, kesme tabancasını kontrol etmek zorunda kalacak, elektrot çubuğu sızdırmazlık halkası veya nozul conta hasarı, elektrot ve nozül arasındaki boşluğa sızarak suya kısa devre DC güç kaynağı ve nozül, iş parçası ile bir döngü oluşturmaz. Sızdırmazlık halkasını değiştirin, problemi çözebilecek şekilde monte edilmiş torcu tekrar takın.
5.3 Düşük kesim kalitesi
İşlenecek parçanın aşınmaması veya düzensiz oluklu cürufun asılması. Bu ana ark yeterli sıkıştırma olmamıştır, ark kolonu daha kalın, neden olduğu penetrasyon problemleri, ana sebep gaz basıncının kesilmesi yetersizdir veya gaz boru hattı sızıntısının kesilmesidir. Meme parametrelerinin taklidi kullanılması durumunda, yanlış, meme elektrotu arasındaki türbülansa neden olacak, kombine elektromanyetik valf kontrol kesme gazı, kombinasyon anahtarı ve trakea.
5.4 kıvılcım üreteci ark kırılamaz
Plazma kesme makinası, ilk olarak plazma arkını ateşlemek için çalışır, yüksek frekanslı osilatör tarafından elektrot ile nozülün iç duvarı arasında gaz yayılır, bu da yüksek frekanslı deşarj, gaz iyonlaşması ve yerel küçük ark oluşumuna neden olur. Küçük ark sıkıştırılmış hava ile ve ana görev kıvılcım jeneratörü olan plazma arkını tutuşturmak için ağızlıktan dışarı atılır. Normal şartlar altında, kıvılcım jeneratörü çalışma süresi sadece 0,51 saniyedir, nedeni otomatik olarak ark kırmaz neden genellikle kontrol devre bileşenleri devre dışıdır, kıvılcım jeneratörünün deşarj elektrot aralığı doğru değil. Kıvılcım jeneratörü boşaltma elektrodunu her zaman kontrol etmeli, yüzeyi pürüzsüz hale getirmeli, boşaltma elektrotu boşluğu kıvılcım jeneratörünün (0,8'den 1,2 mm'ye) zamanında ayarlanması durumunda, kontrol kartını değiştirmek gerekir.
5.5 toprakla teması zayıf
Kesim işi kesilmeden önce temel hazırlık a. Özel topraklama aleti kullanılmadan, iş parçası yüzey yalıtımı ve uzun süreli yaşlanma ciddi zemin, zeminle zayıf temasa neden olur. Özel topraklama aleti kullanmalı ve toprağın yalıtım etkisinin iş parçası yüzeyiyle temas edip etmediğini kontrol etmeli, yaşlanan toprağı önleyiniz.

 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!