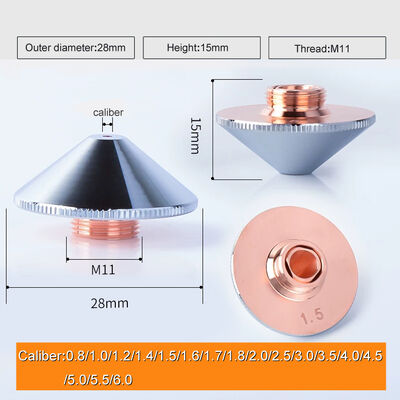
Kjellberg Hifocus Aksesuarları .11.848.401.1555 G4355 Plazma Kesme Makinesi İçin Swril Gaz Kapağı Son yıllarda, Avrupa ve Asya'daki birçok ülkede ve bölgede satıldık ve mükemmel kalitede geniş çapta itibar kazandık. Müşterilerimizin gereksinimlerini karşılamak ve ürün kalitesini iyileştirmek için firmamız mekanik işleme sayısal kontrol otomasyon üretimini gerçekleştirmiş ve en iyi kalitede ürünler üretmeyi taahhüt etmiştir.
Modern yönetim modunu benimseyen firmamız, sürekli yeni teknik avantajlar ile yeni yüksek performanslı tasarım ve kaynak ve kesim ekipmanı üretimine kendini adamıştır. Tüm çalışanlarımız, "Çin Markasını Yarat, Birinci Sınıf Şirket Kur" hedefini gerçekleştirmeye çalışmaktadır "Dürüst ve pragmatik olmak, öncü çaba sarfetmek ve sebatla mükemmellik aramak" ruhu ile.
Şirket taahhüdü: Müşterilerin ne düşündüğünü düşünmek, müşterilerin endişelendiğini düşünmek, zamanında teslimat ve yüksek takip hizmeti.
| makine | HEC NO. | Thum NO. | Ref NO. | Açıklama |
Hifocus 280i
Hifocus 360i
Hifocus 440i
(Paslanmaz çelik)
| K94231 | G971 | .11.848.211.142 | Soğutma tüpü |
| K0424 | G044 | 11.848.211.530 | Katot |
| K0422 | G042 | .11.848.211.510 | Katot ArH2 |
| K7441 | G101 | .11.848.221.145 | Gaz kılavuzu |
| K14610 | G2010 | .11.848.221.410 | Nozul O2 80A |
| K541208 | G3008 | .11.848.201.1608 | Meme kapağı |
| K541218 | G3018 | .11.848.201.1618 | Meme kapağı |
| K641522 | G4022 | .11.848.201.1522 | Girdap gaz kapağı |
| K641525 | G4025 | .11.848.201.1525 | Girdap gaz kapağı |
| K0432 | G052 | .11.848.311.510 | Katot |
| K7445 | G105 | .11.848.221.149 | Gaz kılavuzu |
| K141016 | G2516 | .11.848.311.616 | ağızlık |
| K641830 | G4530 | .11.848.311.1530 | Girdap gaz kapağı |
| K44191 | G501 | .11.848.201.081 | Koruyucu kapak |
| K04261 | G071 | .11.848.411.500 | Katot ArH2 |
| K74255 | G125 | .11.848.421.149 | Gaz kılavuzu |
| K141125 | G2725 | .11.848.411.625 | Meme ArH2 |
| K141127 | G2727 | .11.848.411.627 | Meme ArH2 |
| K141129 | G2729 | .11.848.411.629 | Meme ArH2 |
| K541409 | G3209 | .11.848.401.1609 | Meme kapağı |
| K541419 | G3219 | .11.848.401.1619 | Meme kapağı |
| K541429 | G3229 | .11.848.401.1629 | Meme kapağı |
| K541449 | G3249 | .11.848.401.1649 | Meme kapağı |
| K641735 | G4330 | .11.848.401.1530 | Girdap gaz kapağı |
| K641745 | G4335 | .11.848.401.1535 | Girdap gaz kapağı |
| K641740 | G4340 | .11.848.401.1540 | Girdap gaz kapağı |
| K641745 | G4345 | .11.848.401.1545 | Girdap gaz kapağı |
| K641750 | G4350 | .11.848.401.1550 | Girdap gaz kapağı |
| K641755 | G4355 | .11.848.401.1555 | Girdap gaz kapağı |
| K44201 | G521 | .11.848.401.081 | Koruyucu kapak |
| K94211 | G901Y | .11.848.201.142 | Su borusu |
| K94212 | G902Y | .11.852.201.142 | Su borusu |
| K94241 | G931Y | .11.848.401.142 | Su borusu |
Teknik Destek:
plazma kesim ark hata analizi
1. kesme meşalesi memesi ve elektrot
Nozul takılması dişliler gibi uygun olmadığından, her blok bitinin uygun olmayan ayarının teçhizatı, soğutma suyunun ve sık arkların akışına geçiş gerekliliklerine uygun değil, iş yerindeki torçun suyla soğutulmasını gerektirir. memenin erken bozulmasına neden olur. Çözüm, iş parçası kesim teknolojisinin ihtiyacına ve ekipman dişlisinin doğru ayarına bağlı olarak, torç memesinin sıkıca takıldığından emin olun, soğutma suyu memesi aracılığıyla soğutma suyu sirkülasyonu önceden yapılmalıdır. Kesme yaparken, torç ve iş parçası kalınlığı ayarını iş parçası meesine göre ayarlayın.
2. giriş AC voltajı çok düşük
Siteyi kullanan plazma kesme makinası, büyük bir güç kullanım olanaklarına, kesme makinesinin iç ana devre bileşenlerine, vb. Sahiptir, giriş AC voltajını çok düşük yapar. Çözüm, plazma kesme makinesinde güç kaynağı hattının güç hattının gereksinimlerini karşılamak için güç kaynağı hattının yeterli kapasitesinin olup olmadığını kontrol etmektir. Plazma kesme makinası montaj yeri, büyük elektrikli cihazlardan uzak olmalı ve çoğu zaman elektriksel girişime sahip olmalıdır. Proses kullanımında, kesme makinesindeki bileşenlerin üzerindeki toz ve kiri düzenli olarak temizlemek için, telin yaşlanma olayının vs. olup olmadığını kontrol edin.
3. topraklama kablosu ve iş parçası teması
Topraklama kesimden önce gerekli bir hazırlıktır. Özel topraklama aleti olmadan, izolasyonlu iş parçası yüzeyi ve yaşlanma ciddi topraklama kablosunun uzun süreli kullanımı vb., Toprağı ve iş parçasını temas ettirecektir. Çözüm: özel bir topraklama aleti kullanın ve toprağın ve iş parçası yüzey temasının yalıtım etkilerinin yaşlanma topraklama kablosu kullanmaktan kaçının.
4. kıvılcım jeneratörü otomatik olarak kesemez
Plazma kesme makinası, ilk olarak plazma arkını ateşlemek için çalışır, yüksek frekanslı osilatör tarafından elektrot ile nozülün iç duvarı arasında gaz yayılır, bu da yüksek frekanslı deşarj, gaz iyonlaşması ve yerel küçük ark oluşumuna neden olur. Plazma arkını tutuşturmak için nozülden dışarı atılan küçük ark, basınçlı hava ile sağlanır. Bu ana görev kıvılcım jeneratörü. Normal şartlar altında, kıvılcım jeneratörünün çalışma süresi sadece 0,5 ~ 1'dir, genel kontrol devre kartı bileşenlerinin nedenleri otomatik olarak kesilemez, kıvılcım jeneratörü arasındaki deşarj elektrot aralığı uygun değildir. Çözüm: her zaman kıvılcım jeneratörü boşaltma elektrodunu kontrol etmeli, böylece yüzey düzgün, kıvılcım jeneratörü boşaltma elektrot boşluğunun zamanında ayarlanması (0,8 ~ 1,2 mm), gerekirse kontrol panelini değiştirin.

 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!