PK031332 Koike Koike Süper 400 Plazma Makinesi Için Plazma Kesici Kalkan Sarf Modern yönetim modunu benimseyen firmamız, sürekli yeni teknik avantajlar ile yeni yüksek performanslı tasarım ve kaynak ve kesim ekipmanı üretimine kendini adamıştır. Tüm çalışanlarımız, "Çin Markasını Yarat, Birinci Sınıf Şirket Kur" hedefini gerçekleştirmeye çalışmaktadır "Dürüst ve pragmatik olmak, öncü çaba sarfetmek ve sebatla mükemmellik aramak" ruhu ile.
Koike plazma Kesme makinası super 400 aksesuarı, plazma sarf malzemeleri. Koike plazma super 400 plazma kesim aksesuarları, Koike super 400 plazma meşale parçaları. Koike plazma kesici nozulu PK030068 2.3L, plazma kesme nozülü PK030067 2.3R , nozul PK030062 2.5L , nozul PK030060 2.5R , nozul PK030063 3.0R, nozül PK030061 3.0L, Koike elektrot PK031027 A tipi, elektrot PK40008459 P tipi, Koike süper 400 girdap halka R PK031204, halka PK031205 L, kalkan PK031332, plazma kesici su borusu PK405152 girdap. plazma tutucu kapak PK031336,
| makine | HEC NO. | Ref NO. | Açıklama |
Süper 400 | X08027 | PK031027 | Elektrot "A" |
| X08459 | PK40008459 | Elektrot "P" |
| X1823L | PK030068 | Nozul, 2.3L |
| X1823R | PK030067 | Nozul, 2.3R |
| X1825L | PK030062 | Nozul, 2.5L |
| X1825R | PK030060 | Nozul, 2.5R |
| X1830R | PK030063 | Nozul, 3.0R |
| X1830L | PK030061 | Nozul, 3.0L |
| X78204R | PK031204 | "R" Halkası |
| X78205L | PK031205 | "L" Halkası |
| X48360 | PK031360 | Tutma Kapağı 400-OPS |
| X48324 | PK031324 | Emniyet Kapağı 401/402-OPS |
| X48336 | PK031336 | Tutma Kapağı 600-OPS |
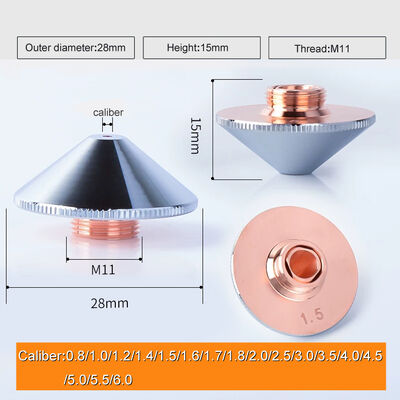
| X28323 | PK031323 | Kalkan |
| X28332 | PK031332 | Kalkan 600-OPS |
| X98152 | PK405152 | Su borusu |
| X88709 | PK031709 | Torch Gövde 400-OPS |
| X88744 | PK031744 | Torç Gövdesi 401-OPS |
| X88738 | PK031738 | Torç Gövdesi 402-OPS |
| X88054 | PK40005054 | Torch Gövde 600-OPS |
Teknik Destek:
Plazma yakıcının bakımı
1. torcu doğru takmak için
Torcu doğru ve dikkatlice monte edin ve tüm parçaların birbirine tam oturduğundan emin olmak ve kurulum gazının temiz bir bez üzerindeki tüm bileşenler olmasını sağlamadan önce kesme gazının ve koruyucu gaz akışının sağlandığından emin olmak için bileşenlere kir yapışmasını önleyin. Az miktarda kayganlaştırıcı içeren "O" tipi halkada, "O" - biçimli halka uygun değildir, daha fazla olmamalıdır.
2. Hasar görmeden önce aşınan parçalar zaman içerisinde değiştirilmelidir.
Hassas parçaların değiştirilmesinden sonra tamamen hasar görmez, elektrotun ciddi hasar görmesinden dolayı, meme ve girdap akım halkası plazma arkını kontrol edemez, torç hasarını kolayca keser. Bu nedenle, ilk defa, kesme kalitesinin, zamanında aşınan parçaların incelenmesi ve değiştirilmesi gerektiği tespit edildi.
3. Bağlantı ipi temizleme torcu
Aşınan parçaların değiştirilmesinde veya günlük bakım muayenesinde, iç ve dış diş temizliğinin torçundan emin olmalısınız. Gerekirse,% 98'den fazla endüstriyel alkol temizliği uygulayın veya bağlantı dişini onarın.
4 temizleme elektrotunun ve memenin temas yüzeyi
Meme ve elektrot temas yüzeyinin temiz ve yağsız olduğundan emin olmalısınız, kir ile temas yüzeyinde torç normal çalışamayacaktır, hidrojen peroksit temizleme maddesi temizliği gibi kullanılmalıdır.
5 kesme gazı ve koruyucu gazı kontrol edin
Her gün kesme gazı akışını ve gazını ve gazı koruma basıncını kontrol edin, eğer akış yeterli değilse veya sızıntı varsa derhal sorunu durdurmalısınız.
6 torç çarpma hasarını önlemek
Kesim hasarını önlemek için, düzgün bir şekilde programlanmalı, yürüme hızı önlemek için kesme hızı sınırlandırılmalıdır. Çarpışma önleme cihazının takılması, çarpma işleminin kesme torçuna zarar vermesini etkili bir şekilde önleyebilir.
7. En yaygın meşalenin hasar nedeni
(1) meşale çarpması
(2) hasarlı parçaların zarar görmesinden dolayı yıkıcı plazma arkı
(3) kirden kaynaklanan plazma ark hasarı
8. dikkat gerektiren hususlar
(1) kesme torçunu yağlamayın
(2) "O - ring" yağlayıcıyı fazla kullanmayın.
(3) koruyucu kapak sıçrayan el fenerine takılıyken kimyasal maddeler püskürtmeyin.
(4) çekiç kullanırken el feneri kullanmayın.

 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!