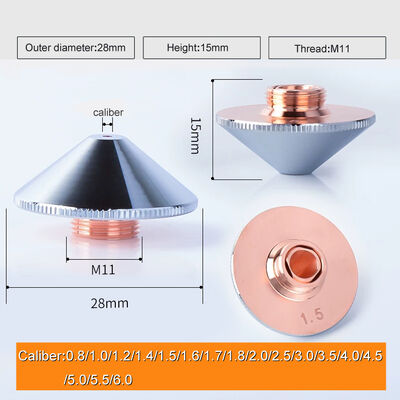
Plazma Kesici Meme PK030067 Koike Super 400 Plazma Kesici Makinesi Aksesuarları Için 2.3R Plazma kesici sarf malzemeleri profesyonel bir üreticiyiz.
Müşteri memnuniyeti Ürünlerimizin kalitesi hakkında endişeleniyorsanız, ücretsiz olarak test etmeniz için bazı örnekler verebilirim. Satın almadan önce veya sonra herhangi bir sorunuz veya endişeniz varsa lütfen bizimle iletişime geçmekten çekinmeyin. % 100 memnuniyetinizi taahhüt ediyoruz.
Nakliye ve teslim 1. DHL bizim tercih edilen nakliye yöntemidir. Bu arada TNT, EMS, Fedex, UPS mevcuttur.
2. Alıcı bilgilerinizi doldururken telefon numarası bıraktığınızdan emin olun.
3. NO izleyerek transit nerede mal kontrol edebilirsiniz.
Geri Ödeme (Yalnızca Echange) 1. Satın alma işleminizden memnun değilseniz, alınan öğeleri değiştirebilirsin. makbuz tarihinden itibaren 5 gün içinde bize başvurmanız gerekir.
Siparişiniz Ve ortaya çıkan tüm ek nakliye ücretlerini ödemelisiniz ve iade edilen ürünler orijinallerinde tutulmalıdır.
durumu.
2. Arızalı veya yanlış sevk edilen malları değiştirmek istiyorsanız, malları aldıktan sonra 5 gün içinde bizimle iletişime geçin.
notlar 1. Alıcı, gerekli olduğunu düşündüğünüz sigortalardan sorumludur.
2. Belirli bir sipariş için işlem süresi, ürün türüne ve stok durumuna göre değişir. Çoğunlukla işlem süresi 3 ila 15 iş günü arasında olabilir.
| makine | HEC NO. | Ref NO. | Açıklama |
Süper 400 | X08027 | PK031027 | Elektrot "A" |
| X08459 | PK40008459 | Elektrot "P" |
| X1823L | PK030069 | Nozul, 2.3L |
| X1823R | PK030067 | Nozul, 2.3R |
| X1825L | PK030062 | Nozul, 2.5L |
| X1825R | PK030060 | Nozul, 2.5R |
| X1830R | PK030063 | Nozul, 3.0R |
| X1830L | PK030061 | Nozul, 3.0L |
| X78204R | PK031204 | "R" Halkası |
| X78205L | PK031205 | "L" Halkası |
| X48360 | PK031360 | Tutma Kapağı 400-OPS |
| X48324 | PK031324 | Emniyet Kapağı 401/402-OPS |
| X48336 | PK031336 | Tutma Kapağı 600-OPS |
| X28323 | PK031323 | Kalkan |
| X28332 | PK031332 | Kalkan 600-OPS |
| X98152 | PK405152 | Su borusu |
| X88709 | PK031709 | Torch Gövde 400-OPS |
| X88744 | PK031744 | Torç Gövdesi 401-OPS |
| X88738 | PK031738 | Torç Gövdesi 402-OPS |
| X88054 | PK40005054 | Torch Gövde 600-OPS |
Teknik Destek:
Plazma kesme makinası dikkat gerektiren hususlar
CNC plazma kesim makinesinin kesim parametrelerinin seçimi, kesim kalitesi, kesim hızı ve verimi için çok önemlidir. CNC plazma makinesinin yüksek kaliteli hızlı kesim için doğru kullanımı, kesim işlem parametreleri derinden anlaşılmalı ve ustalaştırılmalıdır.
Kesme akımı: en önemli kesme işlemi parametreleridir, doğrudan kesme kalınlığını ve hızını, yani kesme kabiliyetini belirler. Etkileri: 1, kesme akımı artar, ark enerjisinde bir artış, kesme yeteneği, kesme hızı artar; 2, kesme akımı artar, ark ark değişkeni çapının arttırılması, kesi genişliğini yapar; 3, nozul akım elçisini kesme 3, ısı düşüşünü artırır, nozül erken hasar, doğal düşüşün kesim kalitesi, normal kesim bile. Bu nedenle, kesme akımı ve karşılık gelen meme, kesme işleminden önce malzemenin kalınlığına göre seçilmelidir.
1, yüksek sıcaklıkta argon ve herhangi bir metale neredeyse hiç reaksiyon yok, argon plazma arkı çok kararlıdır. Kullanılan nozül ve elektrot yüksek servis ömrüne sahiptir. Fakat argon plazma ark voltajı düşüktür, entalpi değeri yüksek değildir, kesme kabiliyeti sınırlıdır ve kesme kalınlığı havayla karşılaştırıldığında yaklaşık% 25 oranında azalır. Ek olarak, erimiş metalin yüzey gerilimi azot gazı ortamındakilerden daha büyüktür, azot gazı ortamından yaklaşık% 30 daha yüksektir. Argon ve diğer gaz karışımlarının kullanılması bile yapışma eğiliminde olacaktır. Bu nedenle, argon plazma kesimi nadiren tek başına kullanılmıştır. Hidrojen genellikle yardımcı gazdır ve ünlü gaz H35 (hidrojenin hacim oranı% 35, argonun geri kalanı) gibi gaz gibi diğer gaz karıştırma eylemleri, hidrojenin ana zenginleştirmesi olan en güçlü gaz plazma ark kesimlerinden biridir. Hidrojen ark voltajını önemli ölçüde iyileştirebildiği için, hidrojen plazma jetinin yüksek bir entalpi değeri vardır, argon ile karıştırıldığında, plazma jetinin kesme yeteneği büyük ölçüde iyileştirilir. Genellikle 70 mm'den fazla metal malzeme kalınlığı, genellikle kesme gazı olarak argon + hidrojen kullanılır. Su jeti argon + hidrojen plazma arkını daha fazla sıkıştırmak için kullanılırsa, daha yüksek kesme verimi elde edilebilir. azot bir çalışma gazı olarak kullanılır, daha yüksek voltaj ve azot plazma koşulları altında, ark arkı, paslanmaz çelik ve nikel bazlı alaşım gibi sıvı metal viskozite malzemelerinin kesilmesi durumunda bile, argon gazı jet gücünden daha iyi bir stabiliteye sahiptir asılı cüruf miktarı azdır. Azot yalnız kullanılabilir, otomatik kesim gibi diğer gaz karışımlarıyla da kullanılabilir, çalışma gazı olarak genellikle hava veya azot kullanır, gaz standart yüksek hızlı kesme karbonlu çelik gaz haline gelmiştir. Bazen, nitrojen, plazma ark kesme işleminde ark gazı olarak da kullanılır.
abc.pdf

 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!